
波峰焊是让插件板的焊接面直接与高温液态锡接触达到焊接目的,其高温液态锡保持一个斜面,并由特殊装置使液态锡形成一道道类似波浪的现象,所以叫“波峰焊”,其主要材料是焊锡条。
波峰焊的原理:
波峰焊是将熔融的液态焊料,借助与泵的作用,在焊料槽液面形成特定形状的焊料波,插装了元器件的PCB置与传送链上,经过某特定的角度以及定的浸入深度穿过焊料波峰而实现焊点焊接的过程。
波峰面的表面均被层氧化皮覆盖,它在沿焊料波的整个长度方向上几乎都保持静态,在波峰焊接过程中,PCB接触到锡波的前沿表面,氧化皮破裂,PCB前面的锡波皲褶地被推向前进,这说明整个氧化皮与PCB以同样的速度移动波峰焊机焊点成型:当PCB进入波峰面前端时,基板与引脚被加热,并在未离开波峰面前,整个PCB浸在焊料中,即被焊料所桥联,但在离开波峰尾端的瞬间,少量的焊料由于润湿力的作用,粘附在焊盘上,并由于表面张力的原因,会出现以引线为中心收缩小状态,此时焊料与焊盘间的润湿力大于两焊盘间的焊料的内聚力。因此会形成饱满,圆整的焊点,离开波峰尾部的多余焊料,由于重力的原因,回落到锡锅中 。
配套工具:
静电物料盒、镊子、静电手腕带、标签纸、波峰焊锡机。
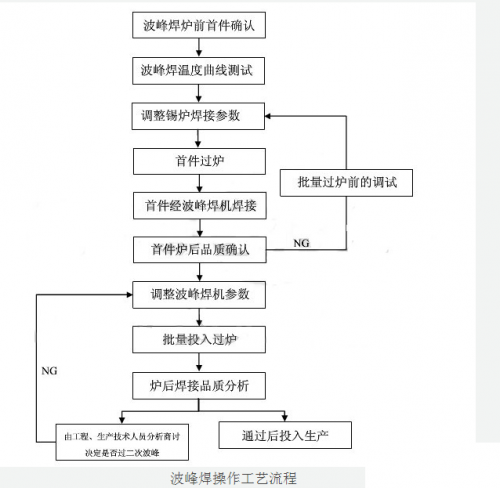
波峰焊工艺操作步骤
1.焊接前准备
a. 检查待焊PCB(该PCB已经过涂敷贴片胶、SMC/SMD贴片、胶固化并完成THC插装工序)后附元器件插孔的焊接面以及金手指等部位是否涂好阻焊剂或用耐高温粘带贴住,以防波后插孔被焊料堵塞。如有较大尺寸的槽和孔也应用耐高温粘带贴住,以防波峰焊时焊锡流到PCB的上表面。
b. 将助焊剂接到喷雾器的软管上。
2.开炉
a. 打开波峰焊机和排风机电源。
b. 根据PCB宽度调整波峰焊机传送带(或夹具)的宽度。
3.设置参数
助焊剂流量:根据助焊剂接触PCB底面的情况确定。使助焊剂均匀地涂覆到PCB的底面。 还可以从PCB上的通孔处观察,应有少量的助焊剂从通孔中向上渗透到通孔面的焊盘上,但不要渗透到组件体上。

波峰焊温度情况:
1.波峰焊预热温度:
A.“预热温度“般设定在90-110度,这里所讲“温度”是指预热后PCB板焊接面的实际受热温度,而不是“表显”温度;如果预热温度达不到要求,则易出现焊后残留多、易产生锡珠、拉锡等现象。
B、影响预热温度的有以下几个因素,即:PCB板的厚度、走板速度、预热区长度等。
B1、PCB的厚度,关系到PCB受热时吸热及热传导的这样系列的问题,如果PCB较薄时,则容易受热并使PCB“零件面”较快升温,如果有不耐热冲击的部件,则应适当调低预热温度;如果PCB较厚,“焊接面”吸热后,并不会迅速传导给“零件面”,此类板能经过较高预热温度。
B2、走板速度:般情况下,建议把走板速度定在1.1-1.2米/分钟这样个速度,但这不是对值;如果要改变走板速度,通常都应以改变预热温度作配合;比如:要将走板速度加快,那么为了保证PCB焊接面的预热温度能够达到预定值,就应当把预热温度适当提高。
B3、预热区长度:预热区的长度影响预热温度,在调试不同的波峰焊机时,应考虑到这点对预热的影响;预热区较长时,温度可调的较接近想要得到的板面实际温度;如果预热区较短,则应相应的提高其预定温度。
2.波峰焊锡炉温度:
以使用63/37的锡条为例,般来讲此时的锡液温度应调在245255度为合适,尽量不要在超过260度,因为新的锡液在260度以上的温度时将会加快其氧化物的产生量,有图如下表示锡液温度与锡渣产生量的关系:c. 传送带速度:根据不同的波峰焊机和待焊接PCB的情况设定(般为0.8-1.92m/min)
波峰焊接讲解
1.件波峰焊接并检验(待所有焊接参数达到设定值后进行)sz-gsd.com
a. 把PCB轻轻地放在传送带(或夹具)上,机器自动进行喷涂助焊剂、干燥、预热、波峰焊、冷却。
b. 在波峰焊出口处接住PCB。
c. 按出厂检验标准
2.连续波峰焊接生产
a. 方法同件焊接。
b. 在波峰焊出口处接住PCB,检查后将PCB装入防静电周转箱送修板后附工序。
c. 连续焊接过程中每块印制板都应检查质量,有严重焊接缺陷的印制板,应立即重复焊接遍。如重复焊接后还存在问题,应检查原因、对工艺参数作相应调整后才能继续焊接。
波峰焊接工艺质量控制要求。
1.严格制度:填写操作记录,每2小时记录次温度等焊接参数。定时或对每块印制板进行焊后质量检查,发现焊接质量问题,及时调整参数,采取措施。
2.定期检查:根据波峰焊机的开机工作时间,定期检测焊料锅内焊料的铅锡比例和杂质含量如果锡的含量低于限时,可添加些锡,如杂质含量超标,应进行换锡处理。
3.保养制度:经常清理波喷嘴和焊料锅表面的氧化物等残渣。
波峰焊工艺参数的综合调整
工艺参数的综合调整对提高波峰焊质量是非常重要的。
焊接温度和时间是形成良好焊点的要条件。焊接温度和时间与预热温度、焊料波的温度、倾斜角度、传输速度都有关系。综合调整工艺参数时先要保证焊接温度和时间。双波峰焊的第个波峰般在235~240℃/1s左右,第二个波峰—般在240-260℃/3s左右。
焊接时间=焊点与波峰的接触长度/传输速度
焊点与波峰的接触长度可以用块带有刻度的耐高温玻璃测试板走次波峰进行测量。
传输速度是影响产量的因素。在保证焊接质量的前提下,通过合理的综合调整各工艺参数,可以实现尽可能的提高产量的目的。
免责声明: 本文章转自其它平台,并不代表本站观点及立场。若有侵权或异议,请联系我们删除。谢谢! |
- Prev:SOP封装种类和特点
- Next:如何测量直流无刷电机参数?

WeChat Official Account
WeChat Service
 Email
Email QQ
QQ 13823761625
13823761625
